Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2026-06-29 Herkunft:Powered









Beschaffungsmanager und Ingenieure stoßen häufig auf Hindernisse, wenn sie sich auf automatisierte Angebotsalgorithmen für komplexe bearbeitete Teile verlassen. Diese Systeme eignen sich gut für einfache Halterungen, erfassen jedoch nicht die differenzierten Realitäten der modernen Fertigung, was zu unerwarteten Budgetüberschreitungen führt. Das Kernproblem besteht darin, enge Toleranzen und Hochleistungsmaterialien mit strengen Projektbudgets in Einklang zu bringen und gleichzeitig versteckte Kosten für Einrichtung, Werkzeugausstattung und Nachbearbeitung zu vermeiden. Eine genaue Budgetierung erfordert das Verständnis der spezifischen Variablen, die die Maschinenzeit und die manuelle Arbeit in der Werkstatt bestimmen. Durch die Aufschlüsselung der Maschinenkomplexität, der Kostenmultiplikatoren und umsetzbarer Konstruktionsstrategien können Sie die Teilekonstruktion für maximale Effizienz optimieren. Dieser Leitfaden bietet einen transparenten Einblick in die Faktoren, die die tatsächlichen Kosten einer kundenspezifischen CNC-Bearbeitung bestimmen , und ermöglicht Ihnen, fundierte Konstruktions- und Kaufentscheidungen zu treffen.
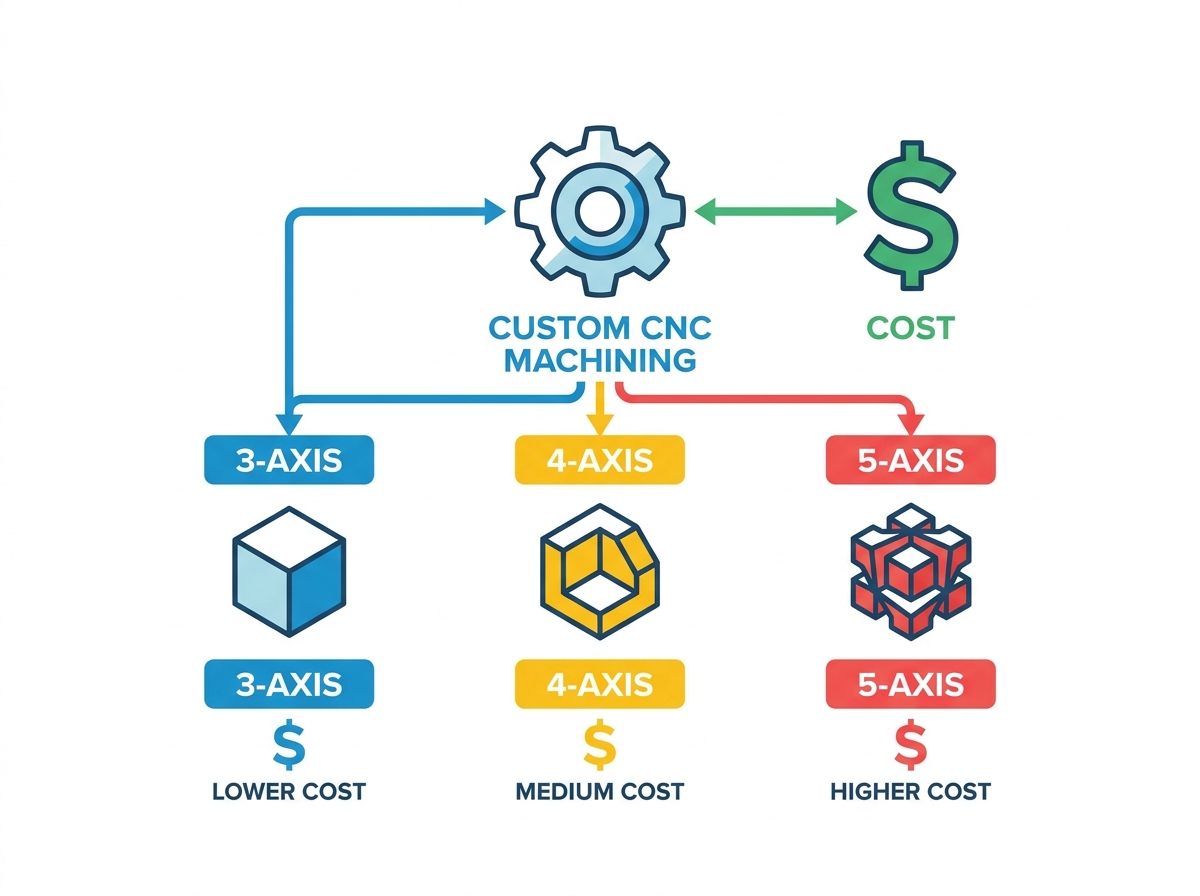
Die Stundensätze variieren je nach Komplexität der Maschine: Standardmäßiges 3-Achsen-Fräsen liegt typischerweise zwischen 35 und 120 US-Dollar pro Stunde, während fortgeschrittene 5-Achsen-Bearbeitung über 250 US-Dollar pro Stunde liegen kann.
Einrichtung und Programmierung erfordern geringe Kosten: CAD/CAM-Programmierung und kundenspezifische Vorrichtungen sind Fixkosten; Durch die Amortisation über größere Losgrößen sinkt der Stückpreis drastisch.
Die Bearbeitbarkeit von Materialien ist ein Hauptkostenfaktor: Der Rohstoffpreis ist nur die halbe Miete; Härtere Materialien erhöhen den Werkzeugverschleiß und erfordern langsamere Vorschubgeschwindigkeiten, was die Maschinenzeit in die Höhe treibt.
Toleranzen vervielfachen die Kosten: Die Angabe engerer Toleranzen als funktionell notwendig ist der häufigste Grund für überhöhte Angebote für kundenspezifische CNC-Bearbeitungen.
Der „Design-Ready“-Rabatt: Durch die Bereitstellung sauberer, maschinenbereiter 3D-CAD-Dateien entfallen einmalige Ingenieurgebühren (NRE), während die Bereitstellung von Papierskizzen oder 2D-Entwürfen erhebliche Kosten für manuelle Entwürfe verursachen kann (60–100 US-Dollar+/Stunde).
Zu verstehen, wie Maschinenwerkstätten ihre Angebote berechnen, ist der erste Schritt zur Kontrolle Ihres Fertigungsbudgets. Die Standardformel folgt im Allgemeinen einer strengen Struktur: Die Gesamtkosten entsprechen den einmaligen Einrichtungs- und Programmiergebühren plus dem kombinierten Maschinen- und Arbeitsstundensatz multipliziert mit der Laufzeit plus Materialkosten, Nachbearbeitung und Standardgemeinkostenmargen. Wenn Sie diese Gleichung kennen, können Sie genau erkennen, wo Ihre Ressourcen während eines Produktionslaufs zugewiesen werden.
Viele Präzisionswerkstätten verlangen einen Mindestbestellwert (MOV). Dieser Schwellenwert dient dazu, den grundlegenden Verwaltungsaufwand, die CAM-Programmierung und die Kosten für die Einrichtung der physischen Maschine auszugleichen, die für einen Einzelteillauf erforderlich sind. Die Bestellung eines einzelnen Prototyps löst dieses Minimum häufig aus, wodurch die Stückkosten im Vergleich zu Produktionschargen künstlich hoch erscheinen. Wenn Maschinisten Werkzeuge laden, Schraubstöcke angeben und Werkstückversätze abtasten, nimmt diese Arbeit die gleiche Zeit in Anspruch, unabhängig davon, ob sie ein Teil oder tausend Teile schneiden.
Bei der Nutzung von dreiachsigen CNC-Bearbeitungsdiensten bewegt sich das Schneidwerkzeug gleichzeitig über die X-, Y- und Z-Linearachsen. Diese Methode ist ideal für einfachere Geometrien, flache Profile und Teile, die eine einseitige Bearbeitung erfordern. Das Werkstück bleibt in einem handelsüblichen Maschinenschraubstock stationär, während die Spindel von oben die Fräsarbeiten ausführt.
Dies stellt die geringste Eintrittsbarriere dar und bleibt für Standardhalterungen, Montageplatten und Grundgehäuse äußerst kostengünstig. Da die Kinematik der Maschine unkompliziert ist, nimmt die CAM-Programmierung weniger Zeit in Anspruch und die physische Einrichtung beschränkt sich normalerweise auf die Standard-Werkstückhalterung. Wenn ein Teil jedoch Merkmale auf mehreren Seiten erfordert, muss der Bediener das Teil manuell lösen, umdrehen und erneut anzeigen. Dieser manuelle Eingriff führt zu zusätzlichem Arbeitsaufwand und potenziellen Ausrichtungsfehlern, die die anfänglichen Einsparungen zunichte machen können, wenn die Teilegeometrie für eine einzelne Einrichtung zu komplex ist.
Bei der Umstellung auf Vier-Achsen-CNC-Bearbeitungsdienste wird eine Drehachse eingeführt, die üblicherweise als A-Achse bezeichnet wird. Dadurch kann sich das Werkstück entlang der X-Achse drehen, was eine kontinuierliche Bearbeitung an zylindrischen Teilen oder mehreren Seiten ohne manuelle Neupositionierung ermöglicht. Werkstätten nutzen oft Spannbacken oder Rundschalttische, um mehrere Teile gleichzeitig zu halten und der Spindel automatisch unterschiedliche Flächen zu präsentieren.
Diese Fähigkeit reduziert die Arbeitskosten, die mit dem manuellen Umdrehen von Teilen verbunden sind, und gleicht den höheren Maschinenstundensatz für mäßig komplexe Komponenten effektiv aus. Indem das Teil in einer einzigen Vorrichtung eingespannt bleibt und gleichzeitig gedreht wird, um auf verschiedene Flächen zuzugreifen, können Maschinisten engere geometrische Bemaßungs- und Toleranzbeziehungen (GD&T) zwischen Merkmalen einhalten. Die wahre Position und Konzentrizität lassen sich viel einfacher halten, wenn das Teil die Vorrichtung nicht verlässt.
Erweiterte Fünf-Achsen-CNC-Bearbeitungsdienste nutzen die standardmäßigen drei Linearachsen sowie zwei zusätzliche Drehachsen (normalerweise B und C). Diese Maschinen sind in der Lage, hochkomplexe, organische Geometrien und tiefe Hohlräume in einer einzigen Aufspannung zu schneiden. Das Schneidwerkzeug kann sich dem Werkstück aus praktisch jedem Winkel nähern, was kürzere, steifere Schaftfräser ermöglicht, die Vibrationen reduzieren und die Oberflächengüte verbessern.
Während der Stundensatz eine Premium-Investition darstellt, ist er aufgrund der Eliminierung mehrerer Setups und der Möglichkeit, extreme Präzision zu erreichen, oft die wirtschaftlichste Wahl für Luft- und Raumfahrt-, Medizin- und komplexe Automobilkomponenten. Das 5-Achsen-Simultanfräsen ermöglicht das Spanschneiden und komplexe Oberflächenbearbeitungen, die mit einem Standard-Dreiachsenfräser physikalisch unmöglich oder übermäßig zeitaufwändig wären. Durch die Reduzierung der manuellen Handhabung sinkt auch die Ausschussrate bei hochwertigen Materialien drastisch.
Über den reinen Stundensatz der Maschine hinaus wirken spezifische Engineering- und Beschaffungsentscheidungen als erhebliche Kostenmultiplikatoren. Die Auswertung dieser Variablen während der Entwurfsphase ist entscheidend, um Projekte im Rahmen des Budgets zu halten. Jedes im CAD gezeichnete Merkmal wird direkt in der Werkzeugwegzeit in der Werkstatt umgesetzt.
Die Rohstoffkosten variieren stark je nach Marktbedingungen und Legierungszusammensetzung. Gängige Kunststoffe wie Delrin und Nylon sind im Vergleich zu Metallen wie Aluminium 6061, Edelstahl 304/316 oder Titan mit geringeren Grundkosten verbunden. Der Rohstoffpreis ist jedoch nur ein Faktor. Bei der Inanspruchnahme von Metall-CNC-Bearbeitungsdiensten spielen Bearbeitbarkeitsbewertungen eine große Rolle im endgültigen Angebot.
Bearbeitbarkeit bezieht sich darauf, wie leicht ein Metall geschnitten werden kann, ohne dass es zu übermäßigem Werkzeugverschleiß kommt oder langsame Spindelgeschwindigkeiten erforderlich sind. Aluminium 6061 lässt sich schnell und mit geringem Werkzeugverschleiß bearbeiten und ermöglicht aggressive Vorschübe und große Schnitttiefen. Im Gegensatz dazu erfordern Titanlegierungen und Inconel langsame Vorschubgeschwindigkeiten, äußerst steife Aufbauten und häufige Schneidwerkzeugwechsel. Diese Superlegierungen erzeugen an der Schneidkante enorme Hitze, was eine Hochdruckkühlung durch die Spindel und spezielle Hartmetalleinsätze erfordert, was die Gesamtmaschinenzeit exponentiell erhöht.
Materialqualität | Bearbeitbarkeitsbewertung | Auswirkungen des Werkzeugverschleißes | Ideale Anwendung |
|---|---|---|---|
Aluminium 6061-T6 | Exzellent | Niedrig | Allgemeine Strukturbauteile, Gehäuse |
Messing 360 | Exzellent | Sehr niedrig | Beschläge, reibungsarme Getriebe, Zierteile |
Edelstahl 304 | Mäßig | Medium | Korrosionsbeständige Halterungen, lebensmittelechte Teile |
Titan Ti-6Al-4V | Arm | Hoch | Luft- und Raumfahrtkomponenten, medizinische Implantate |
Inconel 718 | Sehr schlecht | Extrem | Hochtemperatur-Turbinenschaufeln, Abgassysteme |
Das Versenden handgezeichneter Skizzen, einfacher PDFs oder Nicht-Vektordateien zwingt die Maschinenwerkstatt dazu, das Teil manuell in CAD-Software zu entwerfen. Für diese Strafe fällt eine gesonderte Designarbeitsgebühr mit einer Mindestgebühr an. Maschinenbauer können keine Werkzeugwege aus einer 2D-Zeichnung generieren; Sie erfordern ein solides Modell.
Für die Konvertierung eines 3D-CAD-Modells in G-Code-Werkzeugwege ist CAM-Software erforderlich. Dieser einmalige Konstruktionsaufwand (NRE) steigt direkt mit der Komplexität der erforderlichen Werkzeugwege. Ein Programmierer muss die richtigen Werkzeuge auswählen, Geschwindigkeiten und Vorschübe berechnen, Übergänge definieren und den Schneidprozess simulieren, um Maschinenabstürze zu verhindern. Komplexe 3D-Oberflächenbearbeitung erfordert deutlich mehr Programmierzeit als einfache 2D-Konturierung und Taschenbearbeitung.
Die Teilegeometrie bestimmt direkt die Werkzeuganforderungen. Tiefe Taschen, dünne Wände und scharfe Innenradien erfordern spezielle Werkzeuge und deutlich langsamere Bearbeitungsgeschwindigkeiten, um Rattern und Werkzeugablenkung zu verhindern. Wenn sich ein Schaftfräser zu weit vom Werkzeughalter entfernt, verliert er an Steifigkeit. Um dies zu kompensieren, müssen Maschinenbediener ihre Schnitttiefe und Vorschubgeschwindigkeit reduzieren, was die Zykluszeit um Stunden verlängert.
Darüber hinaus werden Präzisions-CNC-Bearbeitungsdienstleistungen stark von Toleranzanforderungen beeinflusst. Standardblocktoleranzen sind wirtschaftlich. Enge Toleranzen erfordern eine thermische Stabilisierung der Maschinenumgebung, eine spezielle KMG-Inspektion und bergen ein höheres Ausschussrisiko. Um eine enge Bohrungstoleranz zu erreichen, sind häufig Bohrköpfe oder Reibahlen anstelle von Standard-Schaftfräsern erforderlich, wodurch der Vorgang um einen weiteren Werkzeugwechsel und -zyklus erweitert wird.
Prototyping-Läufe von 1 bis 10 Teilen sind aufgrund der nicht amortisierten CAD/CAM-Programmierung und der Einrichtungszeit der physischen Maschine mit hohen Kosten pro Teil verbunden. Der Maschinist verbringt mehr Zeit damit, die Arbeit vorzubereiten, als die Maschine tatsächlich mit dem Schneiden von Metall verbringt.
Der Einstieg in die Produktion geringer bis mittlerer Stückzahlen ist genau das Richtige. Hierbei werden fixe Rüstkosten auf die Charge verteilt. Bediener können das CAM-Programm nach der ersten Artikelprüfung optimieren, die Vorschubraten erhöhen und die Zykluszeiten für den Rest des Laufs verkürzen. Dies macht das Verfahren gegenüber alternativen Methoden wie Spritzgießen oder Gießen für mittlere Stückzahlen äußerst wettbewerbsfähig.
Sekundäre Vorgänge überraschen Käufer während des Angebotsprozesses häufig. Das frühzeitige Erkennen dieser blinden Flecken verhindert einen Budgetschock bei der endgültigen Lieferung. Ein Teil ist selten in dem Moment fertig, in dem es die Mühle verlässt.
Eine „wie bearbeitete“ Oberfläche ist die wirtschaftlichste Option und hinterlässt sichtbare Werkzeugspuren auf der Oberfläche. Kundenspezifische Oberflächen erhöhen die Kosten deutlich und verlängern die Lieferzeiten. Das Perlenstrahlen sorgt für ein gleichmäßig mattes Finish, erfordert jedoch manuelle Arbeit in einer Strahlkabine. Hartbeschichtungsanodisierung vom Typ II oder Typ III, Pulverbeschichtung, Elektropolieren und Passivierung erfordern alle externe Bearbeitungszeit in speziellen Galvanisierungsanlagen.
Maskierungsanforderungen erfordern einen intensiven manuellen Arbeitsaufwand. Wenn ein Teil aus Gründen der Korrosionsbeständigkeit eloxiert werden muss, für die elektrische Erdung jedoch Kontaktpunkte aus blankem Metall benötigt werden, müssen die Bediener vor dem chemischen Bad manuell Abdeckstopfen oder Klebeband an diesen spezifischen Stellen anbringen. Diese Handarbeit skaliert linear mit dem Produktionsvolumen.
Für die Standard-Werkstückspannung werden Standard-Schraubstöcke und Stufenbacken verwendet. Komplexe Teile mit organischen Formen oder dünnen Wänden können nicht in einem Standard-Schraubstock eingespannt werden, ohne das Material zu zerdrücken oder zu verformen. In diesen Fällen muss die Werkstatt kundenspezifische weiche Backen, Vakuumvorrichtungen oder spezielle Montageplatten herstellen, um das Teil während des Schneidens sicher zu halten.
Bei dieser kundenspezifischen Vorrichtung handelt es sich um eine einmalige Gebühr, die bei der Erstauflage direkt an den Käufer weitergegeben wird. Die Werkstatt muss die Vorrichtung im CAD entwerfen, sie im CAM programmieren und aus Rohaluminium oder Stahl bearbeiten, bevor sie überhaupt mit der Arbeit an Ihren eigentlichen Teilen beginnen kann.
Wenn ein Projekt an den Anfang der Produktionswarteschlange gerückt wird, wird der bestehende Maschinenplan der Werkstatt durcheinander gebracht. Für diese Geschwindigkeit wird in der Regel ein Aufschlag erhoben, um Überstunden, beschleunigten Materialversand und die Opportunitätskosten für die Verzögerung anderer geplanter Arbeiten abzudecken. Spindelzeit ist eine endliche Ressource und die Neuanordnung der Produktionsplatte erfordert Verwaltungsaufwand und Maschinenstillstandszeiten.
Entwicklungs- und Beschaffungsteams können Kosten aktiv senken, indem sie Entwürfe optimieren, bevor sie überhaupt ein Angebot anfordern. Die Einhaltung der Standardregeln für Design for Manufacturability (DFM) ist die effektivste Strategie zur Kostensenkung. Durch ein paar kleine CAD-Anpassungen können die Zykluszeiten drastisch verkürzt werden.
Innenradien sind entscheidend. Geben Sie zusätzliche Radien für vertikale Innenecken an, damit die Werkstatt größere, schnellere Schaftfräser statt winziger, zerbrechlicher Werkzeuge verwenden kann. Eine scharfe Innenecke erfordert einen Funkenerosionsprozess (EDM) oder Räumen, was dem Fräsen völlig neue Vorgänge hinzufügt.
Begrenzen Sie die Lochtiefe auf das Vierfache ihres Durchmessers und die Gewindetiefe auf das Doppelte des Durchmessers, um Werkzeugbruch zu verhindern und die Zykluszeit zu verkürzen. Beim Tieflochbohren sind spezielle Parabolbohrer und Tiefbohrzyklen erforderlich, um Späne zu entfernen, was die Maschine verlangsamt. Vermeiden Sie bei Metallen die Konstruktion von Wänden mit einer Dicke von weniger als 0,030 Zoll, um Verformungen und Vibrationen beim aggressiven Schneiden zu verhindern.
Wenden Sie enge Toleranzen ausschließlich auf kritische Passflächen, Lagerpassungen oder Dichtungsnuten an. Belassen Sie den Rest der Teilegeometrie bei den Standardblocktoleranzen. Übermäßige Toleranzen bei unkritischen Merkmalen zwingen den Maschinisten dazu, langsamer zu fahren und Abmessungen zu prüfen, die sich nicht auf die Funktionalität des Teils auswirken.
Wenn in einer Zeichnung für jede Abmessung eine enge Toleranz angegeben ist, muss die Werkstatt vom Worst-Case-Szenario ausgehen und den Auftrag mit den konservativsten Bearbeitungsstrategien anbieten. Indem Sie die kritischen Merkmale isolieren, ermöglichen Sie dem Programmierer, den Großteil des Materials schnell zu schruppen und nur für die letzten Schlichtdurchgänge auf den Passflächen langsamer zu werden.
Berechnen Sie das Setup-Verhältnis, um Ihren Break-Even-Punkt zu ermitteln. Die Bestellung etwas mehr Teile reduziert den Stückpreis drastisch, da die hohen Einrichtungs- und Programmierkosten bereits absorbiert sind. Oftmals ist es wirtschaftlicher, etwas mehr Lagerbestand zu bevorraten, als einige Monate später für eine zweite Einrichtung zu bezahlen.
Berücksichtigen Sie die Zeit, die erforderlich ist, um einen vorherigen Auftrag abzureißen, die Maschine zu reinigen, neue Werkzeuge zu laden, Werkzeuglängenversätze einzustellen, den Schraubstock anzuzeigen und eine Erstmusterprüfung durchzuführen. Dieser Zeitblock ist festgelegt. Die Aufteilung dieses festen Blocks auf 100 statt auf 10 Teile verändert die finanzielle Dynamik des gesamten Projekts.
Der Vergleich von Angeboten erfordert einen Blick über den Endbetrag hinaus, um den Gesamtwert und die Risikominderung zu beurteilen, die der Bearbeitungspartner bietet. Das niedrigste Angebot ist nicht immer die wirtschaftlichste Wahl, wenn es zu Ausschussteilen oder Terminüberschreitungen kommt.
Geschäfte im Ausland werben häufig mit niedrigeren Stundensätzen. Käufer müssen diese Einsparungen gegen die Risiken von Diebstahl geistigen Eigentums, Kommunikationsbarrieren, Versandverzögerungen, Zöllen und inkonsistenten Materialzertifizierungen abwägen. Zeitzonenunterschiede können dazu führen, dass eine einfache technische Klärung zu einer Verzögerung von mehreren Tagen führt.
Inländische Partner sorgen häufig für schnellere Iterationszyklen und eine zuverlässigere Rechenschaftspflicht. Wenn es um komplexe Baugruppen oder Luft- und Raumfahrtkomponenten mit engen Toleranzen geht, ist die Möglichkeit, zum Telefonhörer zu greifen und direkt mit dem CAM-Programmierer oder Werkstattleiter zu sprechen, von unschätzbarem Wert. Durch die Inlandsschifffahrt entfällt außerdem die Unvorhersehbarkeit von Seefracht und Zollkontrollen.
Ein Kostenvoranschlag einer nach ISO 9001, AS9100 oder ITAR registrierten Einrichtung dient als notwendige Versicherungspolice für kritische Anwendungen. Diese Zertifizierungen garantieren, dass die Werkstatt strenge Qualitätsmanagementsysteme, Materialrückverfolgbarkeitsprotokolle und kalibrierte Inspektionsverfahren einhält.
Bewerten Sie, ob das Angebot umfassende Erstmusterinspektionsberichte (FAI) und Materialtestberichte (MTRs) enthält. Eine strenge Qualitätssicherung verhindert kostspielige Ausfälle im Feld. Eine Werkstatt, die automatisierte KMG-Messungen und optische Komparatoren nutzt, erkennt Maßabweichungen, bevor die Teile überhaupt ihre Versandrampe verlassen.
Überprüfen Sie Ihre aktuellen CAD-Dateien, um sicherzustellen, dass die Innenradien maximiert werden und unnötig enge Toleranzen von nicht passenden Oberflächen entfernt werden.
Berechnen Sie Ihre optimale Losgröße, um sicherzustellen, dass sich die Einrichtungs- und Programmiergebühren effizient über den gesamten Produktionslauf amortisieren.
Bewerten Sie Anbieterangebote auf der Grundlage der Gesamteinstandskosten unter Berücksichtigung von Versand, erforderlicher Endbearbeitung und Qualitätssicherungsdokumentation.
Exportieren Sie saubere, maschinenfertige 3D-Modelle im STEP- oder IGES-Format zusammen mit klaren 2D-PDF-Zeichnungen, um manuelle Entwurfsgebühren zu vermeiden.
A: Die CAM-Programmierung wird als einmalige Engineering-Gebühr in Rechnung gestellt. Abhängig von der Komplexität des Teils berechnen Werkstätten einen Stundensatz für die Umwandlung Ihres 3D-CAD-Modells in die von der Maschine benötigten G-Code-Werkzeugwege. Einfache 2D-Teile benötigen weniger als eine Stunde, während die Programmierung und Simulation komplexer 5-Achsen-Oberflächen mehrere Stunden in Anspruch nehmen kann.
A: Fünfachsige Maschinen stellen eine enorme Kapitalinvestition dar und erfordern für den Betrieb hochqualifizierte Programmierer. Sie können komplexe Teile in einer einzigen Aufspannung bearbeiten, wodurch das Gesamtprojekt häufig wirtschaftlicher wird, da die manuelle Neupositionierung entfällt und der Bedarf an mehreren kundenspezifischen Vorrichtungen reduziert wird.
A: Ja. Die Materialkosten sind nur ein Teil der Gleichung. Härtere Metalle wie Titan oder Inconel haben eine schlechte Bearbeitbarkeitsbewertung, was bedeutet, dass sie langsamere Schnittgeschwindigkeiten erfordern und einen schnellen Werkzeugverschleiß verursachen, was die Maschinenzeit und Werkzeugkosten im Vergleich zum Schneiden von Aluminium oder Messing drastisch erhöht.
A: Einrichtungsgebühren sind unvermeidlich, da physische Werkzeuge geladen, Arbeitsversätze festgelegt und Maschinen kalibriert werden müssen. Um ihre Auswirkungen zu minimieren, erhöhen Sie Ihre Losgröße, um die festen Einrichtungskosten über mehr Einheiten zu amortisieren und so den Preis pro Teil deutlich zu senken.
A: Ja. Um engere Toleranzen als die Standardblockgrenzen zu erreichen, sind eine langsamere Bearbeitung, spezielle Schneidwerkzeuge, eine strenge Temperaturkontrolle und umfangreiche manuelle Inspektionen erforderlich. Maschinisten müssen häufig Federdurchgänge durchführen und messen, was allesamt einen erheblichen Zeit- und Arbeitsaufwand für das endgültige Teil mit sich bringt.



