Anzahl Durchsuchen:103 Autor:Site Editor veröffentlichen Zeit: 2024-05-24 Herkunft:Powered









Die Metallpulver-Injektionsformtechnologie (MIM) ist eine neue Pulvermetallurgie in der Nähe der Form, die durch die Einführung moderner Kunststoff-Injektionsformtechnologie in das Gebiet der Pulvermetallurgie gebildet wird.
Technische Einführung
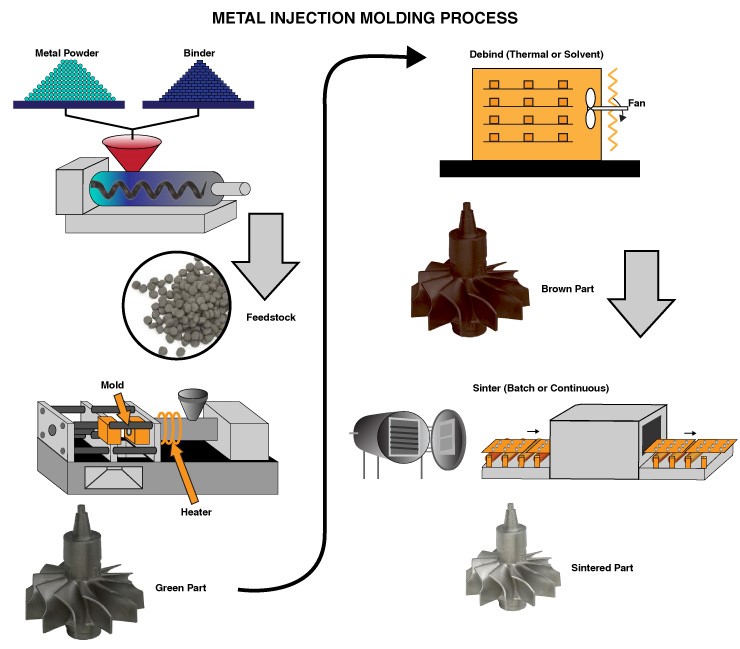
Die Metallpulver-Injektionsformtechnologie kombiniert multidisziplinäre Technologien wie Kunststoffformtechnologie, Polymerchemie, Pulvermetallurgie-Technologie und Metallmaterialienwissenschaft. Es verwendet Formen, um Schimmelpilzblanks zu injizieren, und erzeugt durch Sintern schnell eine hohe Dichte und hohe Präpräziation und dreidimensionale komplexe Formen. Struktureile. Zuerst werden das feste Pulver und der organische Bindemittel gleichmäßig gekontiert und nach der Granulation werden sie zur Verfestigung in die Formhöhle mit einer Injektionsformmaschine in einem erhitzten und plastischen Zustand (~ 150 ° C) injiziert, und dann wird das Parison durch chemische oder thermische Zersetzung gebildet. Der Bindemittel im Produkt wird entfernt und schließlich wird das Endprodukt durch Sintern und Verdichtung erhalten.
Diese Prozesstechnologie hat nicht nur die Vorteile herkömmlicher Pulvermetallurgieprozesse wie weniger Schritte, kein oder weniger Schnitt und hohen wirtschaftlichen Vorteilen, sondern überwindet auch die Mängel traditioneller Pulvermetallurgieprodukte wie ungleichmäßigen Materialien, niedrigen mechanischen Eigenschaften und Schwierigkeiten bei der Bildung dünner Wände und komplexer Strukturen. Es eignet sich besonders für die Massenproduktion kleiner, komplexer und spezifischer Metallteile. Es hat die Eigenschaften von hoher Präzision, einheitlicher Struktur, hervorragender Leistung und niedrigen Produktionskosten.
Prozessfluss
Prozessfluss: Bindemittel → Mischen → Injektionsform → Entfette → Sintering → Nachbearbeitung.
Mineralpulver
Die im MIM -Prozess verwendete Partikelgröße des Metallpulvers beträgt im Allgemeinen 0,5 ~ 20 μm; Theoretisch, je feiner die Partikel sind, desto größer ist die spezifische Oberfläche, was es einfacher macht, sich zu formen und zu singen. Der traditionelle Pulvermetallurgieprozess verwendet grobe Pulver größer als 40 μm.
Bio -Klebstoff
Die Funktion des organischen Klebstoffs besteht darin, die Metallpulverpartikel so zu verbinden, dass die Mischung Rheologie und Schmierung aufweist, wenn sie im Lauf der Injektionsmaschine erhitzt wird, dh es ist ein Träger, der das Pulver zum Fließen antreibt. Daher wird der Bindemittel als Träger für das gesamte Pulver ausgewählt. Daher ist die Wahl des klebrigen Zuges der Schlüssel zum gesamten Pulvereinspritzforming. Anforderungen für organische Klebstoffe:
1. Die Verwendung von weniger Klebstoff kann eine bessere Rheologie der Mischung erzeugen;
2. Keine Reaktion, keine chemische Reaktion mit Metallpulver während des Klebstoffentfernungsprozesses;
3. Einfach zu entfernen, kein Kohlenstoff bleibt im Produkt.
Mischen
Das Metallpulver und der organische Bindemittel werden gleichmäßig miteinander gemischt, um verschiedene Rohstoffe zu einer Mischung zur Injektionsformung zu machen. Die Gleichmäßigkeit des Gemisches beeinflusst direkt die Fluidität und beeinflusst so die Injektionsformprozessparameter sowie die Dichte und andere Eigenschaften des endgültigen Materials. Dieser Schritt des Injektionsformprozesses ist im Prinzip mit dem plastischen Injektionsformprozess konsistent, und seine Ausrüstungsbedingungen sind im Grunde auch gleich. Während des Injektionsformprozesses wird das gemischte Material im Fass der Injektionsmaschine in ein Kunststoffmaterial mit rheologischen Eigenschaften erhitzt und unter geeignetem Injektionsdruck in die Form injiziert, um eine Rohling zu bilden. Die Injektionsmodelle sollte mikroskopisch gleichmäßig sein, so dass das Produkt während des Sinterprozesses gleichmäßig schrumpft.
Extraktion
Der in der geformten Rohleiter enthaltene organische Bindemittel muss vor dem Sintern entfernt werden. Dieser Prozess wird als Extraktion bezeichnet. Der Extraktionsprozess muss sicherstellen, dass der Klebstoff allmählich aus verschiedenen Teilen des Rohlings entlang der winzigen Kanäle zwischen den Partikeln entladen wird, ohne die Festigkeit des Blindessens zu verringern. Die Rate der Bindemittelentfernung folgt im Allgemeinen der Diffusionsgleichung. Sintern kann das poröse entfettete Blank mit bestimmten Struktur und Eigenschaften in Produkte schrumpfen und verdichten. Obwohl die Leistung von Produkten vor dem Sintern mit vielen Prozessfaktoren zusammenhängt, hat der Sinterprozess in vielen Fällen einen großen oder sogar entscheidenden Einfluss auf die metallographische Struktur und Eigenschaften des Endprodukts.
Nachbearbeitung
Für Teile mit genaueren Anforderungen ist die erforderliche Nachbearbeitung erforderlich. Dieser Prozess entspricht dem Wärmebehandlungsprozess herkömmlicher Metallprodukte.
Prozessvorteile
MIM verwendet die Eigenschaften der Pulvermetallurgie -Technologie, um mechanische Teile mit hoher Dichte, guten mechanischen Eigenschaften und Oberflächenqualität zu singen. Gleichzeitig verwendet es die Eigenschaften von Kunststoffeinspritzformungen, um Teile mit komplexen Formen in großen Mengen und effizient zu erzeugen.
1.. Strukturelle Teile mit hochkomplexen Strukturen können gebildet werden.
Die herkömmliche Metallverarbeitung umfasst im Allgemeinen die Verarbeitung von Metallplatten in Produkten durch Drehen, Mahlen, Planen, Schleifen, Bohrungen, Bohrungen usw. Aufgrund technischer Kosten und Zeitkostenprobleme ist es für solche Produkte schwierig, komplexe Strukturen zu haben. MIM verwendet eine Injektionsmaschine, um das Produkt leere zu injizieren, um sicherzustellen, dass das Material den Formhohlraum vollständig füllt und so die Realisierung der hochkomplexen Struktur des Teils sicherstellt.
2. Das Produkt hat eine gleichmäßige Mikrostruktur, eine hohe Dichte und eine gute Leistung.
Unter normalen Umständen kann die Dichte gepresster Produkte nur maximal 85% der theoretischen Dichte erreichen. Die Dichte der von der MIM -Technologie erhaltenen Produkte kann mehr als 96%erreichen.
3. Hocheffizienz, leicht zu erreichen und groß an der groß angelegten Produktion.
Die in der MIM -Technologie verwendete Metallform hat eine Lebensdauer, die der von Kunststoff -Injektionsformformen entspricht. Aufgrund der Verwendung von Metallformen ist MIM für die Massenproduktion von Teilen geeignet.
4. breites Angebot an anwendbaren Materialien und breiten Anwendungsfeldern.
MIM kann fast die meisten Metallmaterialien verwenden. In Anbetracht der Economy gehören die Hauptanwendungsmaterialien auf Eisenbasis, Nickelbasis, niedriger Legierung, Kupferbasis, Hochgeschwindigkeitsstahl, Edelstahl, Grammventillegierung, zementiertem Carbid und Titan auf Titanbasis.
5. Signifikant Rohstoffe sparen
Im Allgemeinen ist die Nutzungsrate von Metall in der Metallverarbeitung und -formung relativ niedrig. MIM kann die Nutzungsrate von Rohstoffen erheblich verbessern, was theoretisch 100% Auslastung ist.
6. Der MIM-Prozess verwendet feines Pulver auf Mikronebene.
Es kann nicht nur die Sinterschrumpfung beschleunigen, die mechanischen Eigenschaften von Materialien verbessern, die Ermüdungslebensdauer von Materialien verlängern, sondern auch die Resistenz gegen Spannungskorrosion und magnetische Eigenschaften verbessern.
Anwendungsbereiche
Seine Produkte werden in Industriebereichen wie elektronischer Informationstechnik, biomedizinischer Geräte, Bürogeräte, Automobile, Maschinen, Hardware, Sportgeräten, Uhrindustrie, Waffen und Luft- und Raumfahrt häufig eingesetzt.
1. Computer und ihre Hilfsanlagen: Druckteile, Magnetkerne, Stürmerstifte und Antriebsteile;
2. Werkzeuge: Bohrer, Cutter -Bits, Düsen, Waffenbohrer, Spiralfräser, Schläge, Sockeln, Schraubenschlüssel, elektrische Werkzeuge, Handwerkzeuge usw.;
3. Haushaltsgeräte: Watch Cases, Uhrenketten, elektrische Zahnbürsten, Scheren, Lüfter, Golfköpfe, Schmuckverbindungen, Stiftschildklemmen, Schneidwerkzeugköpfe und andere Teile;
4. Teile für medizinische Maschinen: wie kieferorthopädische Rahmen, Scheren und Pinzetten;
5. Militärteile: Raketenschwänze, Waffenteile, Sprengköpfe, Pulverabdeckungen und Zünderteile;
6. Elektrische Teile: Elektronische Verpackung, Mikromotoren, elektronische Teile, Sensorgeräte;
7. Mechanische Teile: wie Baumwolllösenmaschinen, Textilmaschinen, Lockenmaschinen, Büromaschinen usw.;
8. Automobil- und Meeres -Teile: wie Kupplungsring, Gabelhülle, Händler, Ventilführer, Synchronisationsknotenpunkt, Airbagenteile usw.



