Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2026-06-15 Herkunft:Powered









Ingenieure stehen in der Fertigung vor einer anhaltenden Herausforderung: Sie müssen die außergewöhnlichen mechanischen Eigenschaften einer geschmiedeten Komponente erreichen und gleichzeitig die geometrische Flexibilität eines Gussteils beibehalten. Traditionelles Schmieden sorgt für enorme Festigkeit und strukturelle Integrität. Allerdings hat es bei komplexen Geometrien große Probleme. Diese Einschränkung erzwingt eine umfangreiche Sekundärbearbeitung, erzeugt erheblichen Materialabfall und verlängert die Produktionsvorlaufzeiten. Wenn eine Komponente sowohl eine hohe Festigkeit als auch ein komplexes Design erfordert, erfordern herkömmliche Methoden einen harten Kompromiss.
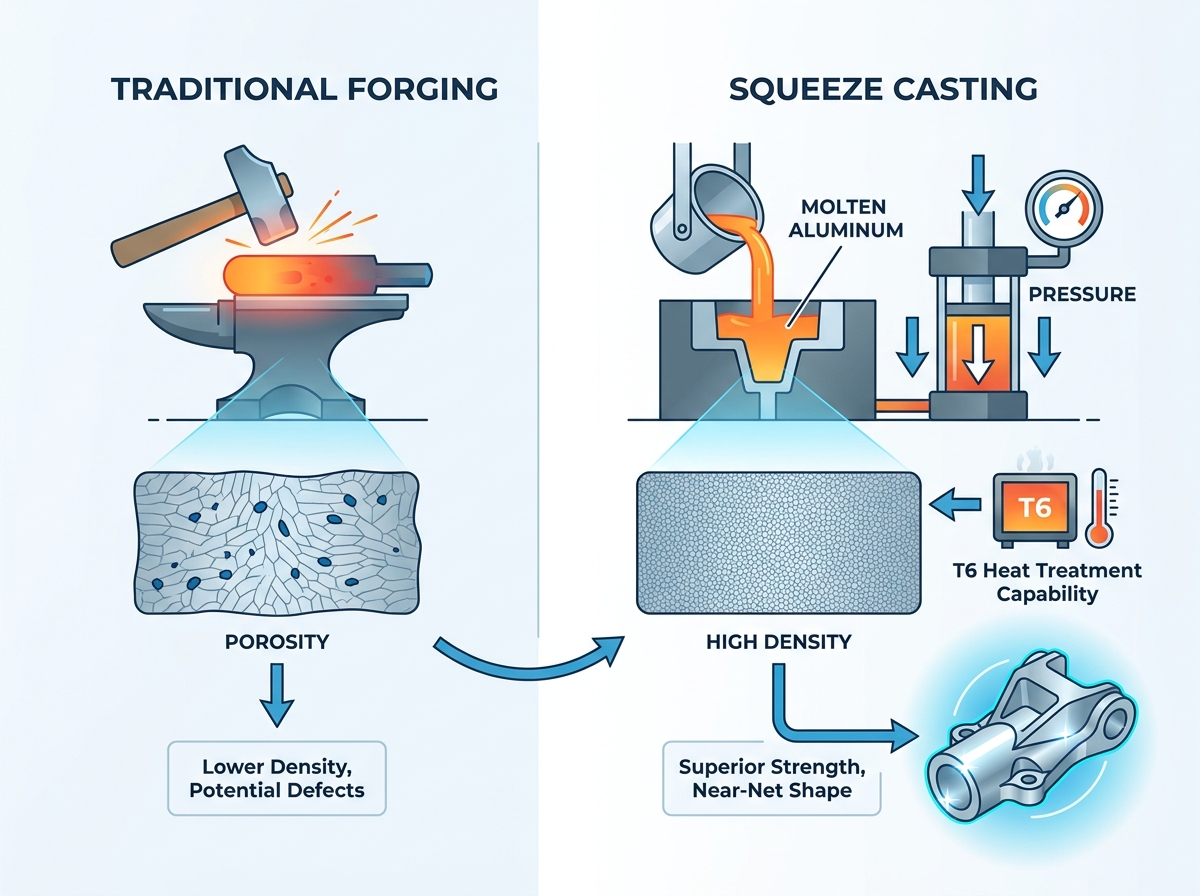
Squeeze Casting fungiert als direkte Hybridlösung. Es vereint die hochintegrierte Metallurgie des Schmiedens mit der Designfreiheit von druckguss. Dieser oft als Flüssigmetallschmieden bezeichnete Prozess überbrückt die Fertigungslücke. Sie erhalten eine endkonturnahe Formfähigkeit bei gleichzeitiger mechanischer Integrität, die mit der des herkömmlichen Schmiedens mithalten kann. Durch die Anwendung eines anhaltend hohen Drucks während der Erstarrung werden bei dieser Methode häufige Gussfehler vermieden. Wir werden erläutern, wie dieser Prozess in der Werkstatt funktioniert und warum er Schmiedeteile in Anwendungen mit hoher Belastung ersetzt.
Squeeze Casting eliminiert Gas- und Schrumpfporosität durch Hochdruckerstarrung und erreicht mechanische Eigenschaften, die mit denen von geschmiedeten Bauteilen vergleichbar sind.
Durch das Verfahren werden sekundäre Bearbeitungsvorgänge erheblich reduziert, indem endkonturnahe Teile mit komplexen Geometrien hergestellt werden, die nicht geschmiedet werden können.
Bauteile, die im Squeeze-Casting-Verfahren hergestellt werden, sind vollständig mit der fortschrittlichen thermischen Verarbeitung kompatibel und eignen sich daher ideal für Anwendungen mit hoher Beanspruchung.
Während die anfänglichen Werkzeugkosten höher sein können als beim Schwerkraftguss, sinken die Gesamtkosten pro Teil aufgrund der geringeren Materialverschwendung und der geringeren Bearbeitungsanforderungen im Maßstab.
Hochbeanspruchte Bauteile erfordern die strikte Einhaltung spezifischer Leistungskriterien. Teile wie Achsschenkel für Kraftfahrzeuge oder Halterungen für die Luft- und Raumfahrt erfordern eine hohe Streckgrenze, hervorragende Ermüdungsbeständigkeit, hervorragende Duktilität und enge Maßtoleranzen. Traditionelles Schmieden erfüllt diese Anforderungen durch Festkörperverformung. Eine riesige Presse drückt erhitztes, festes Metall in eine Matrize. Dadurch wird die Kornstruktur ausgerichtet, die Formkomplexität wird jedoch erheblich eingeschränkt. Sie können keine tiefen inneren Hohlräume oder dünne, komplizierte Gewebe schmieden. Squeeze Casting nutzt die unter Druck stehende Erstarrung im flüssigen Zustand, um ähnliche mechanische Ziele zu erreichen und gleichzeitig komplizierte Teiledesigns zu ermöglichen.
Die Mechanik des Squeeze-Castings unterscheidet sich grundlegend von herkömmlichen Verfahren. Im Allgemeinen unterteilen wir den Prozess in der Produktion in zwei Haupttypen.
Direct Squeeze Casting: Flüssiges Metall wird in die untere Hälfte einer erhitzten Form gegossen. Anschließend schließt der Pressstempel die Matrize und übt beim Erstarren Druck direkt auf die gesamte Oberfläche des flüssigen Metalls aus. Dies funktioniert ähnlich wie das Gesenkschmieden, beginnt jedoch mit geschmolzenem Material.
Indirekter Pressguss: Metall wird über ein Angusssystem unter hohem Druck in den Formhohlraum eingespritzt. Dies ähnelt Hochdruck-druckguss (HPDC). Beim indirekten Squeeze-Casting wird jedoch eine viel langsamere, laminare Füllgeschwindigkeit verwendet. Die langsame Füllung verhindert Lufteinschlüsse und während der letzten Erstarrungsphase wird ein enormer Druck ausgeübt.
Der entscheidende Vorteil dieses Flüssigschmiedens liegt in seiner Gefügeausbildung. Die Anwendung eines anhaltend hohen Drucks (oft zwischen 50 und 150 MPa) während der Abkühlphase verändert die Erstarrungsdynamik. Es verhindert die für herkömmliches druckguss typischen dendritischen Wachstumsmuster. Der Druck drückt das Metall in jeden Spalt der Matrize und fördert die Schrumpfung, wenn das Metall vom flüssigen in den festen Zustand übergeht. Dadurch entsteht eine dichte, gleichmäßige Struktur, die extremen Betriebsbelastungen standhält.
Prozesscharakteristik | Traditionelles Schmieden | Squeeze Casting |
|---|---|---|
Startzustand | Massiv (erhitzter Billet) | Flüssigkeit (geschmolzenes Metall) |
Geometrische Komplexität | Niedrig bis mittel | Hoch (nahezu Nettoform) |
Porositätsgrad | Null | Null |
Sekundärbearbeitung | Umfangreich | Minimal |
Kornstruktur | Richtungsweisend | Isotrop (gleichachsig) |
Einer der bedeutendsten Vorteile des Squeeze-Castings ist seine Fähigkeit, geometrische Komplexität zu berücksichtigen. Durch den Prozess entstehen leicht Hinterschneidungen, dünne Wände und komplexe innere Hohlräume. Beim herkömmlichen Schmieden können diese komplizierten Eigenschaften ohne umfangreiche CNC-Bearbeitung nicht erreicht werden. Wenn Sie einen massiven Block schmieden, müssen Sie das überschüssige Material abfräsen, um die endgültige Form zu erhalten. Dies führt zu einem enormen Zeit- und Arbeitsaufwand für die Produktion.
Die präzise Maßkontrolle ist ein weiterer entscheidender Vorteil. Das Verfahren erreicht enge Toleranzen und saubere Oberflächen direkt aus der Form. Wir sehen regelmäßig, dass Teile aus der Form herauskommen, die nur geringfügige Plan- oder Bohrarbeiten erfordern. Diese Fähigkeit übertrifft durchweg die Rohabmessungsgrenzen des herkömmlichen Schmiedens.
Durch die endkonturnahe Produktion verbessert sich die Materialausbeute drastisch. Das Buy-to-Fly-Verhältnis misst das Gewicht des eingekauften Rohmaterials im Vergleich zum Gewicht des fertigen Endteils. Schmiederohlinge haben oft ein schreckliches Buy-to-Fly-Verhältnis, manchmal 5:1 oder schlechter. Pressgussteile erreichen oft Verhältnisse näher bei 1,2:1. Durch den Wegfall sekundärer und tertiärer Bearbeitungsschritte können Hersteller ihre Zykluszeit erheblich verkürzen. Sie bewegen Teile viel schneller von der Gießerei zur Montage.
Die Erstarrungsdynamik des Squeeze-Castings gewährleistet eine außergewöhnliche innere Festigkeit. Durch die druckunterstützte Erstarrung werden sowohl Gasporosität als auch Lunker minimiert. Dies sind häufige Fehlerstellen bei Standard-Schwerkraft- oder Hochdruck-druckgusss. Durch den kontinuierlichen Druck wird geschmolzenes Metall in schrumpfende Bereiche gefördert, während das Teil abkühlt. Es verdrängt die Lücken buchstäblich aus der Existenz.
Beim Vergleich der Kornstruktur kommt es beim Schmieden auf den gerichteten Kornfluss an. Dies sorgt vor allem entlang bestimmter Achsen für Festigkeit. Trifft eine Belastung gegen den Strich auf das Schmiedeteil, kann es vorzeitig versagen. Squeeze Casting erzeugt eine feine, isotrope, gleichachsige Kornstruktur. Durch die schnelle Abkühlung unter Druck entstehen kleine, gleichmäßige Körner. Diese gleichmäßige Mikrostruktur sorgt für eine gleichmäßige Festigkeit in alle Richtungen.
Diese feine Mikrostruktur führt direkt zu einer überlegenen Ermüdungsbeständigkeit. Felddaten zeigen, dass die isotrope Beschaffenheit von Pressgussteilen eine hervorragende Zähigkeit und Ermüdungslebensdauer bei zyklischen Belastungsanwendungen bietet. Bauteile widerstehen der Rissausbreitung wirksam. Wir nutzen dieses Verfahren speziell für Aufhängungslenker, da diese Millionen von Vibrationszyklen ohne Ausfall überstehen müssen.
Herkömmliches Hochdruck-druckguss steht vor einer massiven Wärmebehandlungsbarriere. HPDC spritzt Metall mit hoher Geschwindigkeit ein und schließt Luft und Formschmiermittel im Metall ein. Wenn Sie ein Standard-HPDC-Teil in einen Wärmebehandlungsofen geben, dehnen sich die eingeschlossenen Gase aus. Das Teil wird Blasen bilden, sich verformen oder buchstäblich explodieren. Diese Einschränkung verhindert, dass Standard-Druckgussteile ihr volles Festigkeitspotenzial erreichen.
Die Porositätsfreiheit des Squeeze-Casting-Verfahrens ermöglicht eine vollständige Lösungsglühbehandlung und künstliche Alterung. Der Einsatz von T6-Wärmebehandlungs-Quetschgussdiensten maximiert die Ausbeute und die ultimative Zugfestigkeit. Das Fehlen innerer Hohlräume stellt sicher, dass das Bauteil während der Hochtemperaturverarbeitung formstabil bleibt. Wir erhitzen die Teile, um Legierungselemente aufzulösen, schrecken sie schnell ab und lassen sie dann künstlich altern, um Verfestigungsphasen auszulösen.
Durch diese thermische Verarbeitungskompatibilität wird es möglich, eine Leistungsgleichheit mit gefälschten Äquivalenten zu erreichen. T6-behandelte Squeeze-Cast-Teile weisen mechanische Eigenschaften auf, die denen geschmiedeter Komponenten sehr nahe kommen. Ingenieure erhalten eine praktikable Alternative für Anwendungen mit hoher Beanspruchung, ohne auf Designflexibilität verzichten zu müssen.
Squeeze Casting bietet eine breitere Auswahl an Legierungen im Vergleich zu den begrenzt verfügbaren schmiedbaren Legierungen. Das Schmieden erfordert Materialien mit hoher Duktilität bei erhöhten Temperaturen. Squeeze Casting eignet sich für eine breite Palette gießbarer Metalle. Dazu gehören sowohl eisenhaltige als auch nicht eisenhaltige Optionen wie Aluminium-, Magnesium- und Kupferlegierungen. Sie können Materialien auf der Grundlage spezifischer Leistungsanforderungen und nicht auf der Grundlage von Herstellungsbeschränkungen auswählen.
Die spezifische Aluminium-Squeeze-Casting-Fähigkeit konzentriert sich auf Legierungen wie A356, A380 und 6061-Äquivalente. Diese Materialien funktionieren unter anhaltendem Druck außergewöhnlich gut. Das Verfahren verbessert die mechanischen Eigenschaften dieser Aluminiumlegierungen erheblich. A356 beispielsweise erreicht eine bemerkenswerte Dehnung und Streckgrenze, wenn es gepresst und mit T6 behandelt wird.
Hochdruck-Quetschguss erleichtert auch die Herstellung von Metallmatrix-Verbundwerkstoffen (MMCs). Der Druck verbessert die Infiltration und Benetzbarkeit von Verstärkungsfasern oder -partikeln innerhalb der Metallmatrix. Sie können geschmolzenes Aluminium in eine Vorform aus Keramikfasern spritzen. Der Druck drückt das Metall in die mikroskopisch kleinen Räume zwischen den Fasern. Darüber hinaus spielt der Aluminium-Quetschguss eine entscheidende Rolle bei Initiativen zur Gewichtsreduzierung. Es ersetzt schwerere geschmiedete Stahlkomponenten in Automobil- und Luft- und Raumfahrtanwendungen, um die Kraftstoffeffizienz zu verbessern.
Beim Vergleich dieser Prozesse ist die Analyse der Werkzeugamortisation unerlässlich. Die Vorabkosten für Form und Ausrüstung beim Squeeze-Casting können höher sein als beim Standard-Kokillenguss. Die Matrizen müssen enormen Drücken und Temperaturschocks standhalten. Sie erfordern hochwertigen H13-Werkzeugstahl und komplexe Wärmemanagementkanäle. Im Vergleich zu den Gesamtkosten für Schmiedegesenke und die notwendigen sekundären Bearbeitungsvorrichtungen gleicht sich die Investition jedoch bei komplexen Teilen positiv aus.
Für die Massenfertigung bietet der Einsatz spezieller High-Density-Squeeze-Casting-Dienste eine hervorragende Skalierbarkeit. Automatisierte Produktionsläufe von 10.000 Einheiten oder mehr profitieren erheblich von dem optimierten Prozess. Eine einzige automatisierte Zelle kann Teile kontinuierlich gießen, pressen, extrahieren und abschrecken. Dies steht in krassem Gegensatz zum arbeitsintensiven Charakter des mehrstufigen Schmiedens. Das Schmieden erfordert oft das Erhitzen von Knüppeln, mehrere progressive Gesenkschläge, Besäumen und umfangreiche CNC-Bearbeitung.
Die Bewertung der gesamtwirtschaftlichen Auswirkungen erfordert einen Blick über die Erstausrüstung hinaus. Rohstoffeinsparungen spielen eine enorme Rolle. Sie kaufen weniger Metall ein, weil Sie weniger Material zerspanen müssen. Durch die Verkürzung der Bearbeitungszeit wird CNC-Kapazität für andere Projekte frei. Eine längere Werkzeugstandzeit für Endbearbeitungsvorgänge spart Geld für Hartmetalleinsätze. Ein geringerer Energieverbrauch pro fertigem Teil trägt zu einem äußerst wettbewerbsfähigen Produktionsmodell im großen Maßstab bei.
Hersteller müssen sich direkt mit Werkzeugverschleiß und thermischer Ermüdung befassen. Die Realität der Verschlechterung der Chip-Lebensdauer aufgrund von hohem Druck und Thermoschock erfordert proaktive Minderungsstrategien. Das geschmolzene Metall trifft auf die Matrize und bewirkt eine schnelle Expansion. Das Teil wird herausgezogen und der Sprühstrahl kühlt die Oberfläche ab, was zu einer schnellen Kontraktion führt. Dieser Temperaturwechsel führt zu Hitzerissen und Rissen. Die Implementierung fortschrittlicher Werkzeugbeschichtungen und robuster Wärmemanagementsysteme trägt zur Verlängerung der Werkzeuglebensdauer bei. Wir verwenden konforme Kühlkanäle, um die Chiptemperaturen präzise zu steuern.
Es bestehen Designeinschränkungen, die berücksichtigt werden müssen. Ingenieure sind mit Einschränkungen konfrontiert, beispielsweise mit der Verwaltung von Abschnittsdickenschwankungen. Massive, dicke Abschnitte können nicht direkt an hauchdünnen Wänden anliegen, ohne dass es zu Schrumpfungsfehlern kommt, selbst unter Druck. Um das Teil aus der Matrize auszuwerfen, müssen auch bestimmte Formschrägen berücksichtigt werden. Diese Anforderungen unterscheiden sich vom Standard-Hochdruck-druckguss und erfordern eine sorgfältige Optimierung des Teiledesigns.
Strenge Qualitätskontrollanforderungen sind in der Gießerei nicht verhandelbar. Die Aufrechterhaltung gleichbleibender mechanischer Eigenschaften erfordert strenge Prozesskontrollen. Durch die Überwachung der Schmelzetemperatur, des Druckzeitpunkts und der Düsenschmierung wird sichergestellt, dass jede Komponente die erforderlichen Spezifikationen erfüllt. Wird der Druck einen Bruchteil einer Sekunde zu spät ausgeübt, beginnt das Metall ohne Kompression zu erstarren, was zu Porosität führt. Um die Prozessstabilität zu gewährleisten, nutzen wir automatisierte Sensoren und Echtzeitüberwachung.
Eine Komplexitäts-Last-Matrix hilft Ingenieuren, fundierte Entscheidungen zu treffen. Eine hohe geometrische Komplexität in Kombination mit mittleren bis hohen Belastungsanforderungen begünstigt stark das Squeeze-Casting. Wenn Sie ein Teil mit innenliegendem Gurtband, Montagevorsprüngen und hoher Ermüdungsfestigkeit benötigen, ist Flüssigschmieden die Lösung. Umgekehrt eignen sich Teile mit geringer Komplexität, die extremen Richtungsbelastungen ausgesetzt sind, möglicherweise immer noch am besten für das herkömmliche Schmieden. Ein einfacher gerader Spurstangenkopf könnte ein geschmiedetes Bauteil bleiben.
Eine weitere wichtige Richtlinie sind die Gewichts-Festigkeits-Anforderungen. Wenn Leichtbau eine vorrangige Projektvorgabe ist, macht die Möglichkeit, hochfeste Aluminiumlegierungen in komplexen, gewichtsoptimierten Formen zu verwenden, Squeeze Casting äußerst attraktiv. Es ermöglicht eine Materialreduzierung bei geringer Belastung. Sie können Taschen und Rippen in den Guss einarbeiten. Beim Schmieden können diese gewichtssparenden Eigenschaften ohne teure Bearbeitung nicht einfach umgesetzt werden.
Die Konsolidierung der Lieferkette bietet erhebliche logistische Vorteile. Der Übergang zu einem endkonturnahen Prozess vereinfacht die Lieferantenverwaltung. Es reduziert die Notwendigkeit der Koordination zwischen separaten Guss-, Schmiede- und Bearbeitungspartnern. Sie erhalten ein nahezu montagefertiges Teil direkt von der Gießerei. Dies rationalisiert die Beschaffung, reduziert die Versandkosten zwischen den Einrichtungen und verkürzt die Gesamtdurchlaufzeiten.
Überprüfen Sie Ihren aktuellen Bestand an Schmiedekomponenten, um Teile zu identifizieren, die eine umfangreiche sekundäre CNC-Bearbeitung erfordern.
Berechnen Sie das Buy-to-Fly-Verhältnis Ihrer schwersten Schmiedeteile, um mögliche Rohstoffeinsparungen zu ermitteln.
Konstruieren Sie eine hochbeanspruchte, komplexe Komponente speziell für das Flüssigschmieden neu, um unnötiges Gewicht zu vermeiden.
Arbeiten Sie mit einer spezialisierten Gießerei zusammen, um eine Prototypencharge laufen zu lassen und die mechanischen Eigenschaften durch zerstörende Tests zu validieren.
A: T6-behandelte Pressgussteile erreichen je nach verwendeter spezifischer Legierung etwa 90–95 % der Streckgrenze geschmiedeter Äquivalente. Durch die Hochdruckverfestigung wird Porosität eliminiert, sodass das Material nahezu geschmiedete mechanische Eigenschaften erreicht und gleichzeitig eine isotrope Kornstruktur beibehält.
A: Ja, Pressgussteile sind gut schweißbar. Im Gegensatz zu herkömmlichem druckguss, das oft eingeschlossenes Gas enthält, das beim Schweißen Fehler verursacht, sorgt die Porositätsfreiheit des Squeeze-Castings für saubere, starke Schweißnähte ohne Blasenbildung.
A: Die Werkzeugkosten sind höher, da die Matrizen aus robusten, hochwertigen Materialien hergestellt werden müssen, um den hohen Dauerdrücken und starken thermischen Belastungen standzuhalten, die mit dem Prozess einhergehen. Fortschrittliche Beschichtungen und Wärmemanagementsysteme erhöhen ebenfalls die Anfangsinvestition.
A: Branchen, die leichte, hochfeste Teile benötigen, profitieren am meisten. Dazu gehören die Automobilherstellung für Aufhängungskomponenten, die Luft- und Raumfahrt für Strukturhalterungen und Verteidigungsanwendungen, bei denen Zuverlässigkeit unter Belastung von entscheidender Bedeutung ist.
A: Nein, obwohl Aluminium und Magnesium aufgrund des Leichtbautrends am häufigsten vorkommen, ist das Verfahren äußerst vielseitig. Es kann für Kupferlegierungen, bestimmte Eisenlegierungen und die Herstellung von Metallmatrix-Verbundwerkstoffen (MMCs) angepasst werden.
A: Der Prozess beseitigt Porosität durch die Anwendung von hohem Druck während des Phasenübergangs von flüssig zu fest. Dieser anhaltende Druck fördert geschmolzenes Metall in Schrumpfungsbereiche, während das Teil abkühlt und alle gelösten Gase komprimiert, wodurch die Bildung von Hohlräumen verhindert wird.
A: Beim Direktpressguss wird ähnlich wie beim Schmieden mithilfe eines Pressstempels Druck direkt auf das Metall im Formhohlraum ausgeübt. Beim indirekten Quetschguss wird Metall mit langsamer, kontrollierter Geschwindigkeit und hohem Druck durch ein Angusssystem eingespritzt, wodurch Lufteinschlüsse vermieden werden.



