
Rufen Sie uns an: +86-532-6673-9190 E-Mail: info@tsingtaocnc.com
Anzahl Durchsuchen:103 Autor:Site Editor veröffentlichen Zeit: 2024-05-24 Herkunft:Powered









Die Metallpulver-Spritzgusstechnologie (MIM) ist eine neue endformnahe Pulvermetallurgie-Spritzgusstechnologie, die durch die Einführung moderner Kunststoffspritzgusstechnologie in den Bereich der Pulvermetallurgie entstanden ist.
Technische Einführung
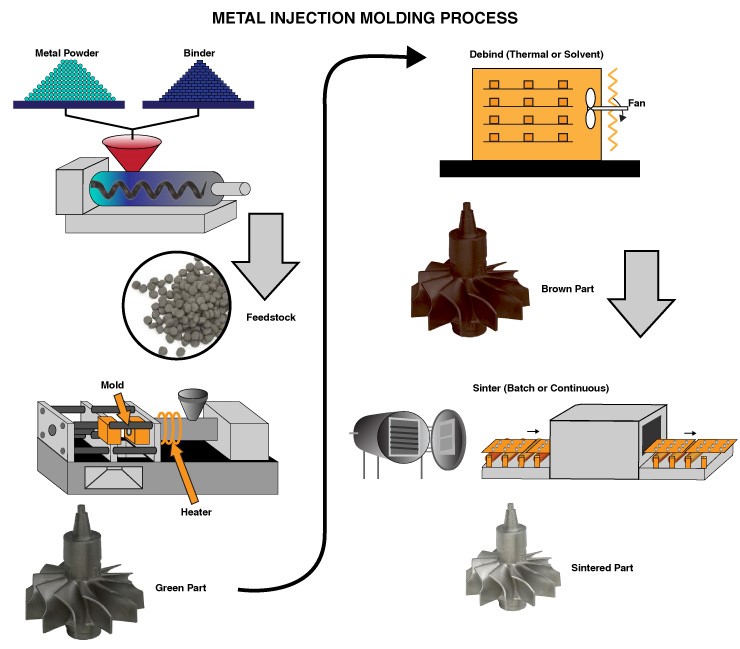
Die Metallpulver-Spritzgusstechnologie kombiniert multidisziplinäre Technologien wie Kunststoffformtechnologie, Polymerchemie, Pulvermetallurgietechnologie und Metallmaterialwissenschaft.Es verwendet Formen zum Spritzgießen von Rohlingen und stellt durch Sintern schnell hochdichte, hochpräzise und dreidimensionale komplexe Formen her.Strukturteile.Zuerst werden das feste Pulver und das organische Bindemittel gleichmäßig geknetet und nach der Granulierung mit einer Spritzgussmaschine in erhitztem und plastifiziertem Zustand (~150 °C) in den Formhohlraum eingespritzt, um es zu verfestigen. Anschließend wird der Vorformling geformt chemische oder thermische Zersetzung.Das Bindemittel im Produkt wird entfernt und schließlich wird durch Sintern und Verdichten das Endprodukt erhalten.
Diese Prozesstechnologie bietet nicht nur die Vorteile herkömmlicher Pulvermetallurgieprozesse wie weniger Schritte, kein oder weniger Schneiden und hohe wirtschaftliche Vorteile, sondern überwindet auch die Nachteile traditioneller Pulvermetallurgieprodukte wie ungleichmäßige Materialien, schlechte mechanische Eigenschaften und Schwierigkeiten bei der Herstellung Es entstehen dünne Wände und komplexe Strukturen.Es eignet sich besonders für die Massenproduktion kleiner, komplexer und speziell benötigter Metallteile.Es zeichnet sich durch hohe Präzision, gleichmäßige Struktur, hervorragende Leistung und niedrige Produktionskosten aus.
Prozessablauf
Prozessablauf: Bindemittel → Mischen → Spritzgießen → Entfetten → Sintern → Nachbearbeitung.
Mineralpulver
Die Partikelgröße des im MIM-Verfahren verwendeten Metallpulvers beträgt im Allgemeinen 0,5 bis 20 μm;Theoretisch gilt: Je feiner die Partikel, desto größer die spezifische Oberfläche, was das Formen und Sintern erleichtert.Beim traditionellen Pulvermetallurgieverfahren werden gröbere Pulver mit einer Größe von mehr als 40 μm verwendet.
Organischer Klebstoff
Die Funktion des organischen Klebstoffs besteht darin, die Metallpulverpartikel so zu verbinden, dass die Mischung beim Erhitzen im Zylinder der Spritzgießmaschine Rheologie und Schmierfähigkeit aufweist, d. h. er ist ein Träger, der das Pulver zum Fließen bringt.Daher wird das Bindemittel als Träger für das gesamte Pulver gewählt.Daher ist die Wahl des Haftzuges der Schlüssel zum gesamten Pulverspritzgießen.Anforderungen an organische Klebstoffe:
1. Die Verwendung von weniger Klebstoff kann zu einer besseren Rheologie der Mischung führen;
2. Keine Reaktion, keine chemische Reaktion mit Metallpulver während des Klebstoffentfernungsprozesses;
3. Leicht zu entfernen, es verbleibt kein Kohlenstoff im Produkt.
Mischen
Das Metallpulver und das organische Bindemittel werden gleichmäßig miteinander vermischt, um verschiedene Rohstoffe zu einer Mischung für den Spritzguss zu verarbeiten.Die Gleichmäßigkeit der Mischung wirkt sich direkt auf ihre Fließfähigkeit aus und beeinflusst somit die Parameter des Spritzgussprozesses sowie die Dichte und andere Eigenschaften des Endmaterials.Dieser Schritt des Spritzgussprozesses entspricht im Prinzip dem Kunststoffspritzgussprozess und auch seine Anlagenbedingungen sind grundsätzlich gleich.Beim Spritzgießvorgang wird das gemischte Material im Zylinder der Spritzmaschine zu einem Kunststoff mit rheologischen Eigenschaften erhitzt und unter entsprechendem Spritzdruck in die Form zu einem Rohling eingespritzt.Der spritzgegossene Rohling sollte mikroskopisch gleichmäßig sein, damit das Produkt während des Sintervorgangs gleichmäßig schrumpft.
Extraktion
Der im Formrohling enthaltene organische Binder muss vor dem Sintern entfernt werden.Dieser Vorgang wird Extraktion genannt.Der Extraktionsprozess muss sicherstellen, dass der Klebstoff entlang der winzigen Kanäle zwischen den Partikeln nach und nach aus verschiedenen Teilen des Rohlings austritt, ohne die Festigkeit des Rohlings zu verringern.Die Geschwindigkeit der Bindemittelentfernung folgt im Allgemeinen der Diffusionsgleichung.Durch Sintern kann der poröse, entfettete Rohling schrumpfen und zu Produkten mit bestimmter Struktur und Eigenschaften verdichten.Obwohl die Leistung von Produkten vor dem Sintern von vielen Prozessfaktoren abhängt, hat der Sinterprozess in vielen Fällen einen großen oder sogar entscheidenden Einfluss auf die metallografische Struktur und die Eigenschaften des Endprodukts.
Nachbearbeitung
Für Teile mit präziseren Größenanforderungen ist eine notwendige Nachbearbeitung erforderlich.Dieser Prozess ist derselbe wie der Wärmebehandlungsprozess herkömmlicher Metallprodukte.
Prozessvorteile
MIM nutzt die Eigenschaften der Pulvermetallurgietechnologie, um mechanische Teile mit hoher Dichte, guten mechanischen Eigenschaften und Oberflächenqualität zu sintern;Gleichzeitig nutzt es die Eigenschaften des Kunststoffspritzgusses, um Teile mit komplexen Formen in großen Mengen und effizient herzustellen.
1. Strukturteile mit hochkomplexen Strukturen können geformt werden.
Bei der herkömmlichen Metallverarbeitung werden Metallplatten im Allgemeinen durch Drehen, Fräsen, Hobeln, Schleifen, Bohren, Bohren usw. zu Produkten verarbeitet. Aufgrund technischer Kosten- und Zeitkostenprobleme ist es schwierig, dass solche Produkte komplexe Strukturen aufweisen.MIM verwendet eine Einspritzmaschine zum Einspritzen des Produktrohlings, um sicherzustellen, dass das Material den Formhohlraum vollständig ausfüllt und so die Realisierung der hochkomplexen Struktur des Teils gewährleistet.
2. Das Produkt hat eine gleichmäßige Mikrostruktur, eine hohe Dichte und eine gute Leistung.
Unter normalen Umständen kann die Dichte gepresster Produkte maximal 85 % der theoretischen Dichte erreichen;Die Dichte der durch die MIM-Technologie erzielten Produkte kann mehr als 96 % erreichen.
3. Hohe Effizienz, einfach zu erreichende Massen- und Großserienproduktion.
Die in der MIM-Technologie verwendete Metallform hat eine Lebensdauer, die der von technischen Kunststoffspritzgussformen entspricht.Aufgrund der Verwendung von Metallformen eignet sich MIM für die Massenproduktion von Teilen.
4. Große Auswahl an anwendbaren Materialien und breite Anwendungsbereiche.
MIM kann fast die meisten Metallmaterialien verwenden. Unter Berücksichtigung der Wirtschaftlichkeit umfassen die Hauptanwendungsmaterialien Eisenbasis, Nickelbasis, niedriglegierte Legierungen, Kupferbasis, Schnellarbeitsstahl, Edelstahl, Grammventillegierung, Hartmetall und Titan. basierte Metalle.
5.Erhebliche Einsparung von Rohstoffen
Im Allgemeinen ist die Ausnutzungsrate von Metall in der Metallverarbeitung und -umformung relativ gering.MIM kann die Ausnutzungsrate von Rohstoffen erheblich verbessern, was theoretisch einer Ausnutzung von 100 % entspricht.
6. Beim MIM-Verfahren wird feines Pulver im Mikrometerbereich verwendet.
Es kann nicht nur die Sinterschrumpfung beschleunigen, zur Verbesserung der mechanischen Eigenschaften von Materialien beitragen, die Ermüdungslebensdauer von Materialien verlängern, sondern auch die Beständigkeit gegen Spannungskorrosion und die magnetischen Eigenschaften verbessern.
Anwendungsbereiche
Seine Produkte werden häufig in Industriebereichen wie elektronischer Informationstechnik, biomedizinischer Ausrüstung, Büroausrüstung, Automobilen, Maschinen, Hardware, Sportausrüstung, Uhrenindustrie, Waffen und Luft- und Raumfahrt eingesetzt.
1. Computer und ihre Zusatzeinrichtungen: wie Druckerteile, Magnetkerne, Schlagbolzen und Antriebsteile;
2. Werkzeuge: wie Bohrer, Fräser, Düsen, Tieflochbohrer, Spiralfräser, Locher, Steckschlüssel, Schraubenschlüssel, Elektrowerkzeuge, Handwerkzeuge usw.;
3. Haushaltsgeräte: wie Uhrengehäuse, Uhrenketten, elektrische Zahnbürsten, Scheren, Ventilatoren, Golfköpfe, Schmuckglieder, Kugelschreiberklemmen, Schneidwerkzeugköpfe und andere Teile;
4. Teile für medizinische Geräte: wie kieferorthopädische Rahmen, Scheren und Pinzetten;
5. Militärische Teile: Raketenleitwerke, Geschützteile, Sprengköpfe, Pulverhüllen und Zünderteile;
6. Elektrische Teile: elektronische Verpackungen, Mikromotoren, elektronische Teile, Sensorgeräte;
7. Mechanische Teile: wie Baumwolllockerungsmaschinen, Textilmaschinen, Lockenwickler, Büromaschinen usw.;
8. Automobil- und Schiffsteile: wie Kupplungsinnenring, Gabelhülse, Verteilerhülse, Ventilführung, Synchronisationsnabe, Airbagteile usw.
